0996-26-3630
0996-26-3630 0996-26-3076
0996-26-3076



面粗度とは
面粗度とは、機械加工したワークの表面の状態を表すものです。異なる設備で加工した場合はもちろん、同じ設備で加工した場合でも、荒取りや仕上げ加工によってワークの表面の状態は異なります。また、設備によって出せる精度は異なります。
設計者は、設備や加工によって期待できる面粗度の違いを理解し、ワークに求める機能や精度に応じて最適な加工方法を選ぶ必要があります。たとえば、旋盤加工では、研磨加工のような加工面を作り出せません。そのため、高精度な加工面を要求された場合は研磨仕上げや鏡面仕上げを行う必要があります。逆に、研磨加工を行うほどの高精度な加工面が求められていない場合は、コストがかかる研磨加工は行わず、旋盤等で加工するだけにとどめ、コストダウンを図ることになります。つまり、面粗度は、加工者がどのような段取りで加工するかを決定するための重要な指標ということになります。
< RaとRzの違い >
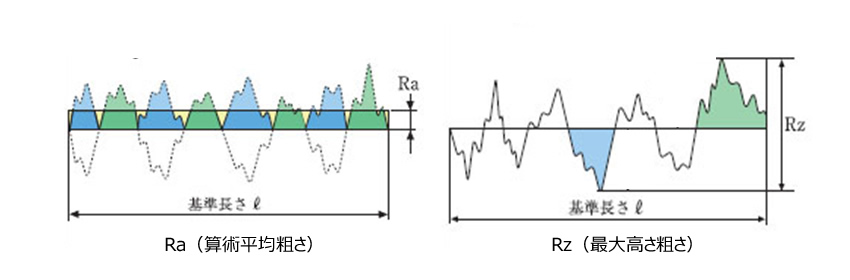
Raとは、算術平均粗さと呼ばれる高さ方向のパラメーターのことです。Raは、粗さ計で測定した粗さ曲線の一部分を基準長さで抜き出して、その部分の凹凸状態の平均値で求めます。このように、Raは平均値を用いて算出されるので、一つの突出したキズの影響を受けにくいパラメーターです。そのため、面粗度を評価するうえで安定した結果を得られます。
Rzとは、最大高さ粗さと呼ばれる高さ方向のパラメーターのことです。Rzは粗さ計で測定した粗さ曲線の一部を基準長さで抜き出して、その部分の凹凸状態の最も高い部分と最も深い部分の合計値で求めます。Rzは、一つの突出したキズの影響を受けやすいので、突出したキズの有無を確認するなど、Raと合わせて品質安定の指標になります。



キンコー")